Penanganan Mesin Las Busur Listrik Arus Bolak - Balik
Pengelasan Sudut Datar dan Horisontal pada Konstruksi

(a) Kelurusan bagian
ujung depan
(b) Sudut yang benar antara
kedua bagian depan
Mistar
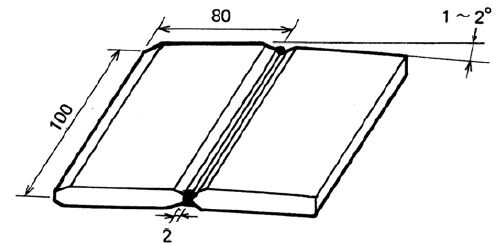
1. Persiapan material
(1) Potong-potonglah material sesuai ukuran yang diminta, dari
material yang disuplai dengan pemotongan gas.
(2) Periksalah kelurusan dan kesikuan bagian ujung depan,
kemudian garis tegak lurus sudut-sudut antara kedua bagian
depan itu, jika perlu diluruskan dengan kikir dsb. (Gb. III.96 a
dan b).
(3) Sudut depan dasar plat (80 x 100) dimiringkan 450 ~ 500 pada
kedua sisi, dengan bagian depan akar 2 mm, menggunakan
gerinda listrik atau kikir.
2. Las tumpul pada plat dasar
Mistar
Mistar
(1) Sambungkan kedua lembar pelat bagian dasar dengan las ikat
dengan celah akar 2 mm. Peregangan harus bersudut antara
10 - 20. Gb. 97
(2) Las material yang telah disambung dengan las ikat dengan
arus listrik 110 ~ 120A, sama dengan yang digunakan untuk
las tumpul plat baja.
(3) Periksalah kelurusan material yang telah dilas dan, jika perlu,
luruskan dengan palu dsb.
(4) Las ikat plat dasar lainnya ke plat yang telah dilas. Dan
buatlah selembar plat dasar lurus dengan cara yang sama.
Gb. 98

Gambar 98 Las tumpul pada plat dasar
3. Las ikat pada kotak pelat
(1) Las ikat plat-plat untuk disambung dengan sudut 900. Gb.99
(a)
(2) Las ikat plat lainnya untuk disambung dengan sudut 900.
Gb..99 (b)
(3) Periksalah garis persegi material yang telah dilas ikat dan
perbaikilah material las filet pada posisi tertentu dengan las
ikat. Gb.99 (c)
Bata
Las ikat
Las ikat
Bata
Las
ikat
Bata
Kotak
percobaan
Kotak
percobaan
Las ikat
(4) Letakkanlah sisi yang telah dilas ikat horizontal di atas meja
kerja dan periksalah urutannya. Jika perlu, luruskan dengan
palu dsb. Gb.99 (d)
(5) Amankan material dengan tiga titik las ikat pada setiap garis
las. Gb.99 (e)
(a) (b)
(c) (d)
(e)

4. Pengelasan sambungan
(1) Las sambungan las sudut horizontal bagian dalam kotak yang
telah dilas ikat menggunakan arus listrik las 125 ~ 135A.
Gb.100 (a), (b)
(2) Las sambungan las sudut horizontal bagian luar kotak dengan
cara yang sama.
(3) Las sambungan las sudut bagian luar kotak dalam posisi
horizontal menggunakan arus listrik las 100~ 105A.
(4) Gerinda penguat rigi-rigi plat dasar pada bagian yang telah
tersambung dengan material kotak, dengan menggunakan
grinda listrik. Gb. 101
(5) Pasanglah material kotak dan landasi plat kuat-kuat dengan 3
~ 4 titik las ikat pada posisi tertentu di atas plat dasar.
Gb.102.
(a) (b)

Plat dasar
Sisi belakang Sisi depan

(6) Lakukan las sudut menumpang antara plat dasar dan plat
landasan dalam posisi horizontal dengan menggunakan arus
listrik las 115~ 125A. Gb. 103
(7) Las sambungan las filet bagian dalam antara plat dasar dan
plat kotak dalam posisi horizontal dengan menggunakan arus
listrik las 125 ~135A.
Las dari butir (1) sampai butir (2), dari butir (2) sampai butir
(3), dari butir (3) sampai butir (4), dari butir (4) sampai butir
(1). Gb. 104.



(8) Dengan memperhatikan butir-butir yang sama seperti alinea sebelumnya (7), las sambungan las filet bagian luar antara plat dasar.dan plat kotak. Gb. 105
4. Langkah pembersihan, dengan membersihkan daerah yang telah dilas dan daerah sekitarnya dengan palu sumbing dan sikat kawat dsb.
Selengkapnya tentang Kemajuan Teknologi Pengelasan

Posting Komentar