PENGELASAN PADA KONTRUKSI KAPAL .
Urutan pengelasan pada konstruksi kapal
Untuk mengetahui urutan pengelasan suatu konstruksi kapal terlebih dahulu perlu diketahui bagian dari konstruksi apa dan dimana konstruksi tersebut ditempatkan sehingga juru las dapat melihat dari gambar kerja yang harus dilas serta prosedurnya.Pekerjaan pengelasan kapal mempunyai peran dan pengaruh terhadap ketelitian akurasi dimensi struktur perakitan, hal ini diakibatkan oleh pengaruh perlakuan panas akibat pekerjaan pengelasan. Masalah ini tak mungkin kita hindari, tetapi dengan perencanaan dan persiapan pengelasan yang tepat terhadap methode dan prosedur pengelasannya, kita dapat memperkecil pengaruh panas terhadap penyimpangan akurasi dimensi struktur kapal. Akibat perlakuan panas pengelasan pada material menyebabkan penyusutan memanjang dan penyusutan melintang serta angular distorsi, sehingga pengurangan penyusutan perlu diusahakan dengan cara mengikuti prosedur urutan pengelasan secara umum, seperti yang ditunjukkan pada gambar.

Gambar urutan pengelasan
Dari urutan pengelasan atau urutan deposit dapat diuraikan maksud dan tujuan dari setiap methode yaitu :
1. Methode pengelasan maju, merupakan methode yang paling effisien dan mudah dikerjakan serta dilakukan secara luas dan umum. Dalam pelaksanaannya pengelasan dimulai dari satu ujung hingga ke ujung lainnya dan biasanya digunakan pada las alur tunggal, urutan ini memberikan efisiensi pengerjaan yang tinggi tetapi akan menyebabkan terjadinya tegangan sisa yang tidak simetri
2. Methode pengelasan mundur, digunakan untuk mengurangi deformasi pengelasan, urutan pengelasan dimulai dari pada beberapa titik dan bergerak pada arah yang berlawanan dengan arah maju pengelasan, sehingga tegangan sisa yang terjadi berbentuk merata serta regangannya rendah.tetapi efisiensinya rendah.
Methode ini awal pengelasan mengikuti kampuh las sebelumnya dan letak titik pengawalannya harus tepat dan harus terpisah dengan bagian akhir sebelumnya karena bila tidak meningkatkan penumpukan titik-titik pengelasan dan menimbulkan kerusakan pada las-lasan.
3. Methode pengelasan simetris, bertujuan untuk mengurangi distorsi pengelasan sehingga methode ini dipakai pada struktur pengelasan yang membutuhkan akurasi akhir dimensinya.
4. Methode urutan loncat, dalam methode ini pengelasan dilakukan secara berselang pada seluruh panjang sambungan las sehingga terjadi residual perubahan bentuk dan tegangan sisa yang merata., sehingga methode ini tak efisien dan banyak menimbulkan cacat las pada tiap permulaan dan akhir lasan.
Berikut ditunjukan beberapa contoh gambar-gambar urutan pengelasan pada bermacam-macam bagian konstruksi kapal.
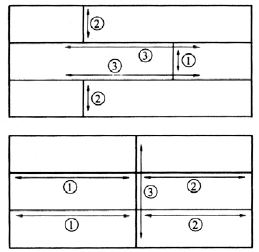
Urutan pengelasan pada penyambungan pelat

Urutan pengelasan pada penyambungan profil

Urutan pengelasan profil terhadap pelat

Urutan pengelasan profil menembus pelat

Urutan pengelasan pada pelat hadap

Sambungan tumpul pada pelat
Pengelasan sudut pada pelat kulit
Diselesaikan terakhir

Sambungan campuran antara las tumpul dan las sudut
Sambungan campuran antara las tumpul dan las sudut
Dari contoh gambar-gambar urutan pengelasan tersebut pada prinsipnya agar depormasi yang terjadi dapat dikurangi dan setelah pengelasan tidak mengakibatkan persoalan baru bagi konstruksi tersebut dan konstruksi disekitarnya akibat pemanasan yang berlebihan. Prosedur urutan pengelasan dapat diaplikasikan pada penyambungan beberapa konstruksi kapal dapat berupa pelat dengan pelat, pelat dengan profil, profil dengan profil dan pelat dengan bilah hadap ( face plate ) dari konstruksi kapal yang ada.
Urutan pengelasan dapat dilakukan dengan mengikuti beberapa dasar pelaksanaan urutan dengan berpedoman pada :
1. Bila dalam satu bidang terdapat banyak sambungan, sebaiknya diusahakan agar penyusutan dalam bidang tersebut tidak terhalang.
2. Sambungan dengan penyusutan yang terbesar dilas terlebih dahulu dan baru sambungan yang penyusutannya lebih kecil.
3. Pengelasan dilakukan sedemikian rupa sehingga mempunyai urutan yang simetris terhadap sumbu netral dari konstruksi agar gaya-gaya konstraksi dalam keadaan berimbang.
Konstruksi Penampang Kapal dan Tanda Pengelasan
.Selengkapnya tentang Kemajuan Teknologi Pengelasan

.jpg)
 Kirim Pesan via WA
Kirim Pesan via WA